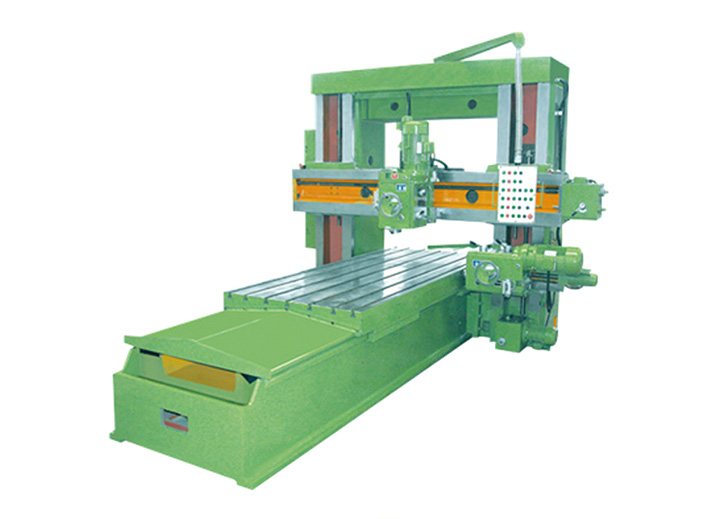

X20系列龙门铣床技术与配置简介
性能特点
1.横梁及立铣头带有机械压紧
2.铣头设有内置飞轮,增加切削平稳性。
3.各向进给运动均采用无级调速;当工作台快进功率小于等于15KW时,一般采用变频无级调速;当工作台快进功率大于15KW时,采用伺服无级调速。
4.工作台采用导轨磨床加工,导轨光滑可减少床身导轨的磨损。
5.工作台采用蜗杆蜗条传动,运动较平稳(6M及以下采用丝杆传动)。
6.工作台蜗杆蜗条采用独立油槽浸油润滑,工作台导轨采用专用润滑泵润滑,铣头采用独立柱塞泵润滑,横梁立柱导轨及横梁立柱丝杆采用电动间隙润滑泵润滑,整机具有良好的减磨润滑性能。
7.床身及横梁导轨采用了超音频淬火热处理;主轴箱传动齿轮为20CrMnTi经渗碳淬火并磨齿;主轴采用40Cr调质,内锥及其端部采用盐浴淬火。
8.可按用户要求安装行程300或500的镗铣头或安装带回转的铣头,其中立铣头回转为±45°,侧铣头为低头+45°,抬头-10°
9.可据用户要求安装数显或将变频调速改为伺服调速并安装电子手轮,以实现工作台等坐标微调;可配触摸屏控制方式,使机床具有简易编程功能,以实现平面或键槽加工的自动循环铣削。
10. 配镗铣头及伺服调速时可安装直角铣头或万能角度铣头及冷却系统。

