
详细介绍:
一、卧式加工中心的主要用途和使用范围:
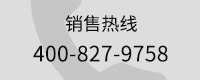
卧式加工中心主要通过数控系统、伺服驱动装置控制机床基础运动,其结构的主要特征是主轴水平设置,随机配有圆盘式刀库,工件在加工中心上经一次装夹后,数控系统能控制机床,按不同加工工序,自动选择及更换刀具,自动改变机床主轴转速、进给速度和都聚相对工件的运动轨迹及其它辅助功能,完成多工序的自动加工,特别适合箱体类和复杂结构件的加工,可广泛用于机床、汽车、航空航天、船舶等行业多瓶中零件加工。机床外形图如图1所示。
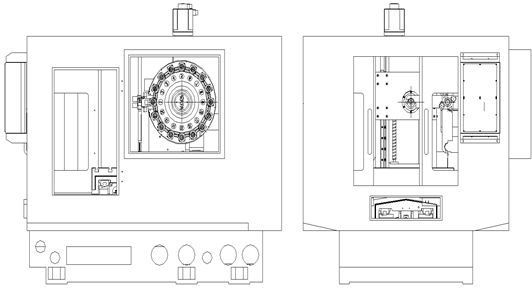
图1 机床外形图
二、卧式加工中心的布局:
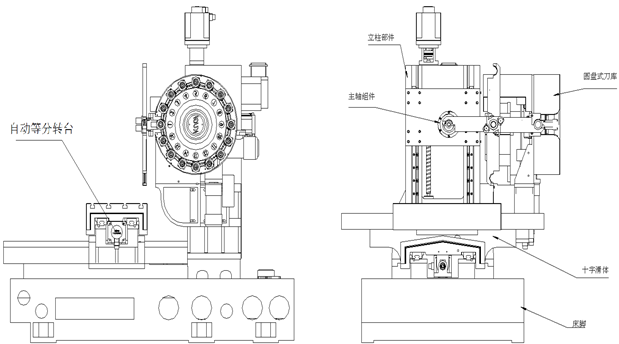
图2机床布局图
三、卧式加工中心的传动系统介绍:
1、机床主传动系统
机床主传动由主轴电机通过同步带轮同步带与主轴同步带轮直接相连来实现。主轴电机采用交流主轴电机。机床主传动系统结构图如图3所示。
图3 主传动结构图
2、进给传动系统
X、Y、Z三个坐标的进给运动由伺服电机驱动,通过弹性联轴器直接将运动传递到丝杠,再由滚珠丝杠副将旋转运动转化为直线运动。各轴进给传动结构图及轴承分节如图4所示。

图4X、Y轴轴承分布结构图
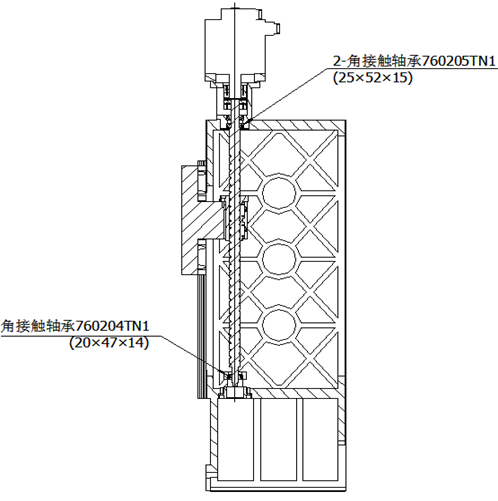
图5 Z轴轴承分布结构
四、卧式加工中心的安装:
机床的安装位置应避开太阳直射、靠近热源和粉尘浓度大的地方,同时须有一个坚固牢靠的基础。如果安装位置附近有较大的振源,应对基础采取适当的隔振措施。本机床安装时可直接安放在基础或混凝土地面上,也可用地脚螺栓把底座紧固在基础或混凝土地面上。如果用地脚螺栓固定机床,安装地脚螺栓请参照下图所示(图6)。机床安装完毕后,用汽油或干净煤油浸湿的棉纱,仔细擦去防锈油脂,然后再涂上一层机油。
五、卧式加工中心的保养:
1、每日保养事项
(1)检查润滑油箱油位并及时补充。
(2)检查气动系统压力表并确保压力达到0.3Mpa。
(3)检查气源三联件的润滑油杯量及水杯水量并及时添加润滑油及放水。
(4)每日开机接通电源后,要首先充分润滑导轨、同时以大量形程手动低速运行三个坐标各二次以上然后再进行参考点等其他操作。
(5)机床运行过程中,每隔一小时自动润滑导轨一次。
(6)每日完工关机时,要按顺序先关闭NC电源,再关闭机床总电源开关。关机后要及时清理切屑及飞溅到各处的切削液,尤其外露的导轨面、工作台面及相对滑动运动的表面易被飞溅的水溶性切削液锈蚀,更应仔细清理,必要时还应涂上防锈油。对于主轴锥孔更应仔细清理。
(7)为保障控制系统装置清洁,机床在使用过程中须关好所有电柜的门或盖板。尽量不要用空气压缩清理机床上的切屑或尘埃;更应禁用压缩空气清理电柜内部。
(8)维护刀库应每星期在刀的结合处加润滑脂,并定期检查机械手臂箱体中的油位,请及时加满,对于旋转工作台要保障润滑油箱有油、清洁,使用60天后换一次油,连续使用每3个月换一次 ,正常哪个使用每6个月换一次油。
2、每月保养事项
(1)检查电气柜内部确保无灰尘及漏水情况,必要时进行清理。
(2)清洗气源三联件的过滤网(用无机清洗剂泡水清洗)以保障工作气体清洁。
(3)对主轴旋转精度进行检查必要时调整主轴螺母。
(4)对机床水平进行检查必要时调整地脚螺钉。
(5)检查各坐标方向的回零撞块(包括组合行程开关)是否正常。
(6)给配重链轮及支承轮加润滑油和润滑脂。
3、每半年保养事项
(1)全面清扫机床包括电气箱内部。
(2)检查各伺服电机与滚珠丝杠的联结是否正常,并对反向间隙进行检查,必要时进行补充。
(3)清理润滑管路中的污物以保障油畅通。
(4)检查电箱外部所有电缆外表及连接处是否完好,并清理积尘。